You have been charged by your management to make the elderly manufacturing or process plant run for at least another generation or more. In order to do that, you need to make a number of very careful decisions about where to put the funds you have. You have to fund operations, maintenance, and hopefully replacement of these assets. But in order to do that, you have to know what you have, and how well or poorly it is working.
In addition, an elderly plant comes with increased operational risks. Are pipe walls thinning? Are your boilers in top shape? Is everything held together with string and baling wire? And how do you know? What are the operational risks in your plant? How many accidents have happened in the plant in the last few years? Even more, how many near-misses have you had? You can’t make potato chips, or gasoline, or chemicals if your plant has had a major accident. But what do you so that doesn’t happen? How do you predict what problems you may have?
You keep hearing about Industry 4.0, about Smart Manufacturing, and about the huge leverage real-time operational information can give you to compete in the modern world. You may even have gone to a conference or two on the subject. And then you come back to your plant and see the reality.
Most of your plant doesn’t report digitally at all. The motors, valves, switches, and instruments aren’t smart. At most, they may have a smart calibrator. In a lot of instances, you don’t even have accurate information about your sensors, valves, motors, actuators, and switches. They are covered by decades of paint. Often, even spare parts are scarce or nonexistent.
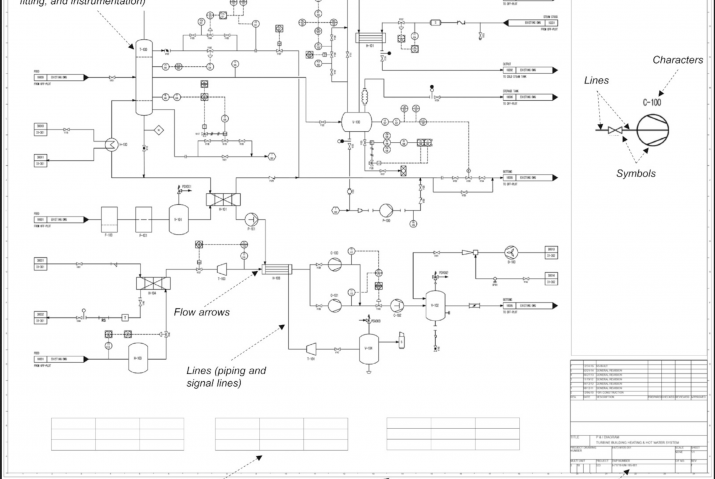
If you’re running a manufacturing plant, you can have every generation of automation since the plant was built. What do you do if one of your most important production lines has obsolete programmable controllers that aren’t manufactured anymore, and you bought the last set of parts on eBay? But you can’t replace the controllers because you don’t have the programming software or the actual programs they are running. What do you do if you strongly suspect that the flow data coming from your ancient differential pressure flow meters isn’t correct, and you may be having serious quality issues in your products because of it? What do you do if your operators and maintenance technicians don’t understand the P&IDs because they don’t appear to agree with what is actually in the plant?
Let’s not talk about the state of alarm management in your plant, or the lack of cyber-security in your networks. If we do talk about them, we probably would scare ourselves. How many ways can you think of to wreck your plant because you don’t have a functioning asset performance management system that will warn you of problems before they explode? And let’s not talk about safety in the plant either. Or the fact that you aren’t able to replace the knowledge that is walking out the door with every retiree.
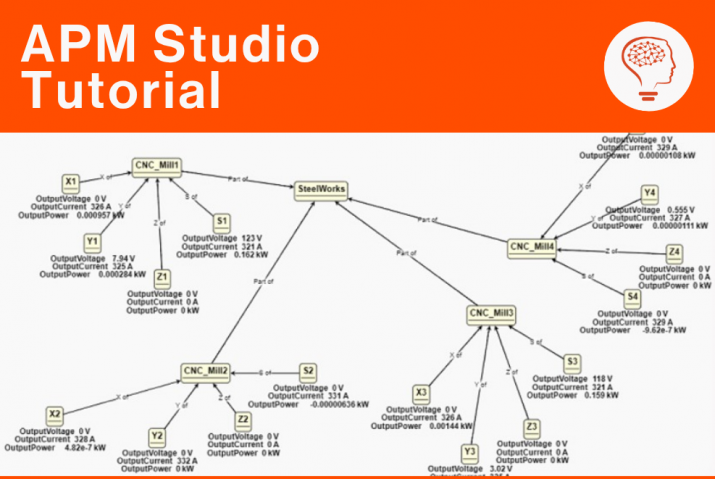
You need to get help. You need to put together a workable plan to get from where you are to Industry 4.0. In order to do that, you need to identify and quantify all of your assets.

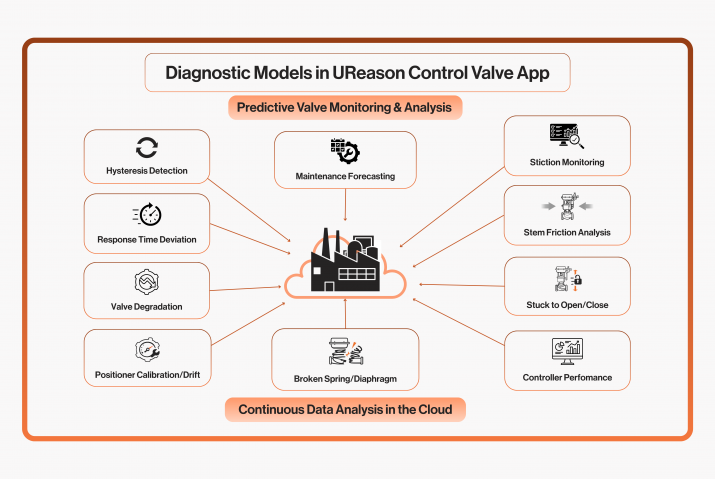
But here’s the problem. You are being paid to run a plant. You are being paid to make product with that plant. You are not being paid to re-document all your assets. You need help. At UReason, we believe that modern artificial intelligence asset performance management software should be simple enough for anyone to use to monitor, analyze, and predict maintenance and operations issues. This is a new thought and a new way of looking at the problem. You can move to Industry 4.0 without building a whole new plant.
UReason’s asset performance management solutions can help you move your plant forward and let you compete in the modern world. Download UReason’s ebook on the next generation of Asset Performance Management. Or, click here to have one of UReason’s asset performance management subject matter experts contact you to talk about solving your problems.