Many plants have assets that are very old and are only being used because it would cost too much to replace them. For decades, General Motors continued to use GE Fanuc Model 1 PLCs long after GE declared them obsolete and stopped supporting them, even having custom circuit board manufacturers build them spare parts, because it would cost too much to re-build the production lines they were operating. And that is far from the only example. Not only the automation and controls assets are sometimes quite elderly, but so are the tankage and piping systems. A refinery in Europe, built after 1946, is still close to 75 years old. So are its vessels, storage tanks, and most of the piping systems, and even some of the valves and process instrumentation. Several years ago, Honeywell gave an award to Eastman Chemical for having the oldest operating TDC control system in existence. Eastman Chemical is not the only user clinging to their antique control systems. Azbil continues to make brand new circuit boards for TDC control systems, too.
Other Honeywell-supplied process plants have much more modern control systems. In some cases, the continuum of control systems in the same plant runs from TDC to the most modern Experion PKS.
As discussed, many manufacturing plants with assembly lines are not far from that condition. In North America, those plants can be over 100 years old.
So we have multiple asset types, and a large number of assets (including older assets). The operations and maintenance and engineering staffs of these enterprises are charged with understanding how to operate, maintain, and safely repair these assets. It beggars belief that an operations and maintenance staff could have that level of experience and expertise that they could even try to work with all those disparate assets. And the fact is, they don’t. Not any more. The people who grew up in those plants and installed all those assets and operated them for decades have retired. The experience gap in younger workers is huge, and dangerous.
Now, add in the fact that these plants are located all around the world. So your operating and maintenance staff have to be able to be on site anywhere. This produces difficulties with things like inspection and simulation. Climate change is also making things difficult because many of these plants are located where highly educated operators and engineers don’t want to go.
This is a recipe for trouble.
Now, upper management is pushing these antique plants kicking and screaming into Industry 4.0. Industry 4.0 is about the rapidly changing pace of technology due to increasing interconnectivity of devices and smart automation. Operators, engineers, and maintenance people are being asked to treat their archaic physical plants as if they were new-built greenfield plants.

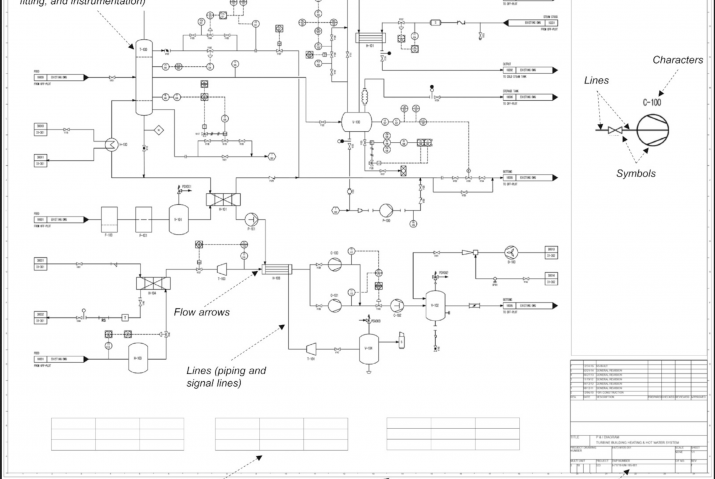
But there are ways to deal with this. It is relatively easy to extract both process and maintenance information from some instruments and final control elements. Instruments and final controls with HART, or Profibus, or Profinet, or Fieldbus connectivity can provide not only a process variable, but other computed process variables, and real-time maintenance information. Many plants never extracted that information, but now they can, and they are. This is leading to exponentially growing asset information, and digital disruption of existing operations and maintenance practices.
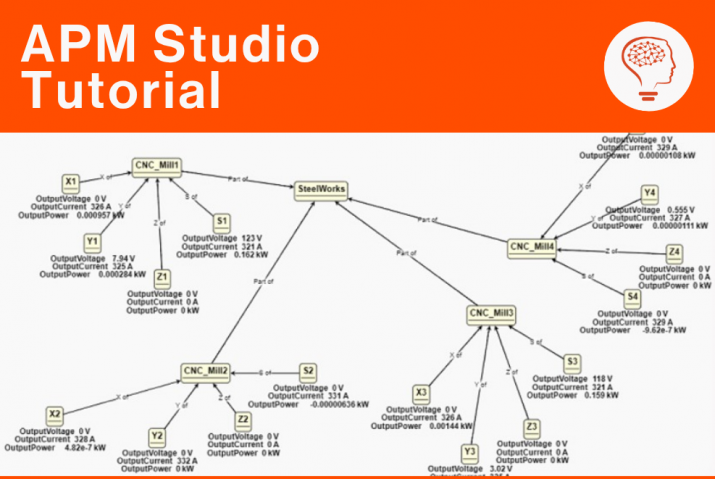
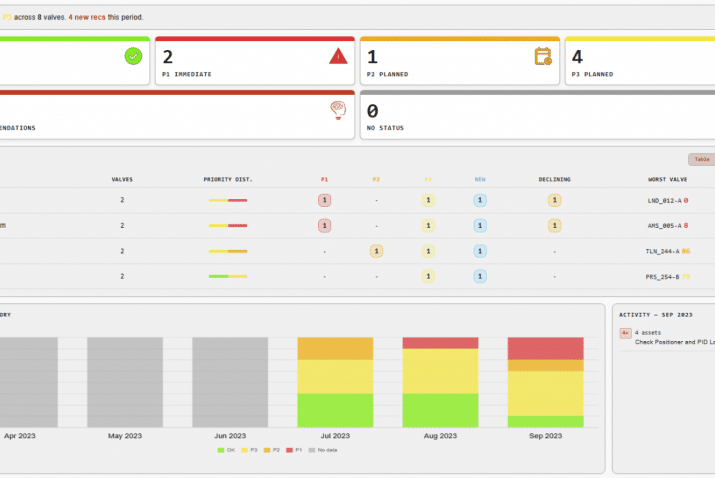
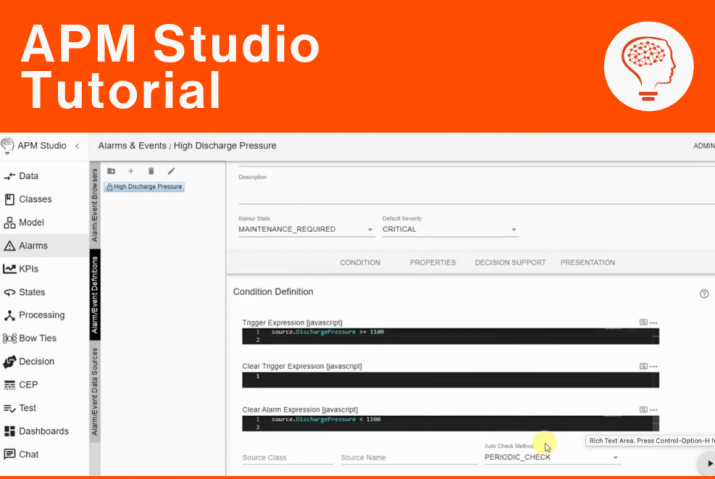
Continuously monitoring critical assets to support maintenance planning can improve operational readiness and improve uptime. Industry 4.0’s Asset Performance Management systems leverage that digital information and provide AI-powered prescriptive condition-based monitoring and reliability centered maintenance. Industry 4.0’s APM will be predicting what will happen, and when it will happen, while providing options to deal with the issue. Unlike simple predictive analytics, modern APM systems use the same information while adding additional data like production scheduling, staff availability, and cost data to offer options. One might be to shut down before the equipment fails. Another might be to perform corrective maintenance on the plant without shutting down. Another option might be to slow production throughput by several percent, filling scheduled production orders and delaying maintenance until the next scheduled downtime. Now, the data exists to do that. And the AI-powered systems can make actionable information out of all that data.
The fact is, it has been possible to do all this for a long time, but it has been too hard to do. It has required a pack of data scientists to crunch the numbers to provide the predictions that will give you those choices. UReason began with the idea that AI-assisted APM should not be hard to do. Their no-coding software is intuitive and easy to learn to use. Click here for an eBook that explains how this works, and click here to have a UReason APM expert contact you for a demonstration.